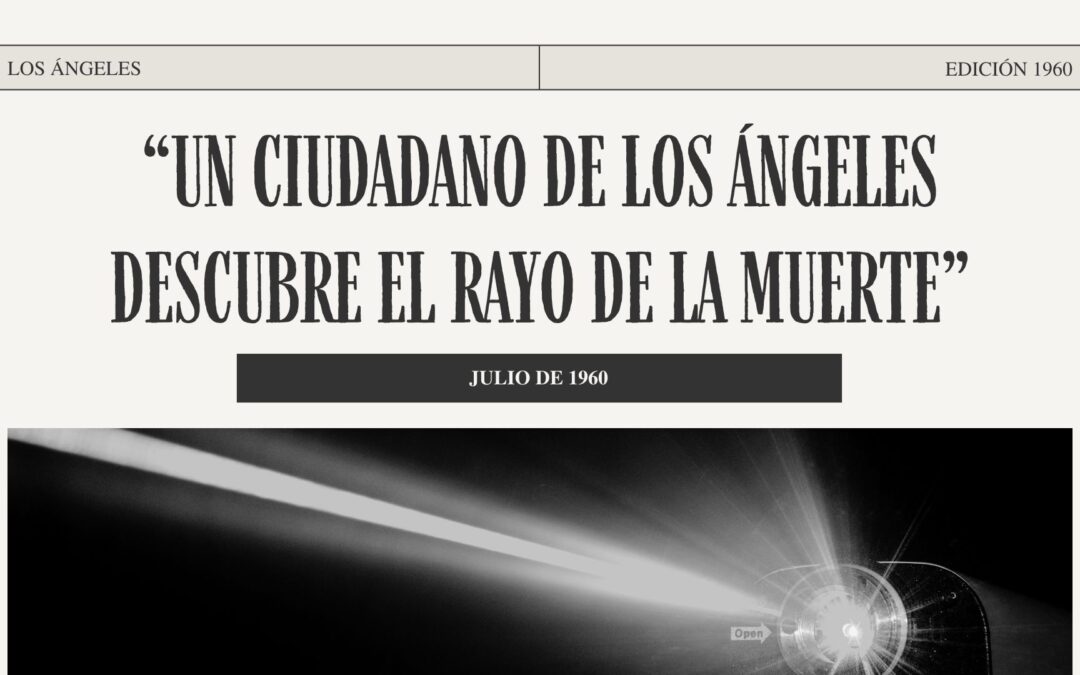
«Un ciudadano de Los Ángeles descubre el rayo de la muerte». Este impactante titular apareció en un periódico de Los Ángeles en julio de 1960. Unas semanas antes, concretamente el 16 de mayo de 1960, el ingeniero y físico americano Theodore H. Maiman en los laboratorios de investigación de Hughes había conseguido que un cilindro de rubí sintético son bases reflectantes y una lámpara de fotografía emitiera pulsos de luz roja intensa lo que constituyó la primera implementación física del láser.
Theodore H. Maiman con la primera implementación de un láser
Este hito en la fotónica fue consecuencia tanto de siglos de estudio de grandes científicos como Newton, Young, Maxwell o Einstein tratando de conocer y explicar la naturaleza luz, como de una frenética carrera desde los años 50 entre una docena de laboratorios con los de Bell a la cabeza por demostrar experimentalmente que la emisión estimulada de la luz predicha por Albert Einstein en su trabajo de 1917 «The Quantum Theory of Radiation» era posible.
El término LASER o «Light Amplified by Stimulated Emission of Radiation» fue acuñador por Gordon Gould en 1957 en sus notas sobre la viabilidad de la construcción de un láser. Gould había sido estudiante de doctorado de Charles Townes, quien, en 1954, había construido el MASER, predecesor del láser, que amplificaba las ondas microondas por emisión estimulada de la radiación. Finalmente, Charles Townes recibiría en 1964 el Nóbel de física por su implementación del MASER, Gordon Gould se haría millonario con la patente del láser y Mainman recibiría el reconocimiento de haber realizado la primera implementación de un láser, además de numerosos reconocimientos académicos.
Un láser es una fuente de luz con unas características especiales de coherencia, monocromicidad y colimación. Estas características permiten concentrar con la ayuda de lentes ópticas una gran intensidad de energía en un área mínima. Para conseguir estas características, el láser hace uso del mecanismo cuántico predicho por Einstein con el que se consigue que la generación de fotones en ciertos medios sólidos, líquidos o gaseosos se amplifique en gran medida cuando dichos medios son excitados eléctricamente o mediante pulsos de luz.
Durante los años 60, además del láser de estado sólido de Maiman, se desarrollaron otros láseres como el láser de He-Ne en diciembre del 60 y el láser de CO2 en 1961 cuyo medio activo eran gases o el láser de diodo en 1962. Aunque en principio se dijo del láser que era «una solución para un problema no definido», rápidamente el número de aplicaciones de este incremento en gran medida haciendo de este una herramienta imprescindible en la mayoría de los campos de la ciencia y fabricación. Podemos encontrar ejemplos de esto en la industria, donde sus múltiples usos para cortar, soldar o para tratamientos superficiales de gran número de materiales los ha hecho imprescindibles o en el sector de las comunicaciones donde su uso como emisor de información mediante pulsos de luz a través de fibras ópticas ha permitido conseguir tasas de transferencia de datos inimaginables sin las cuales no sería posible la actual transformación digital.
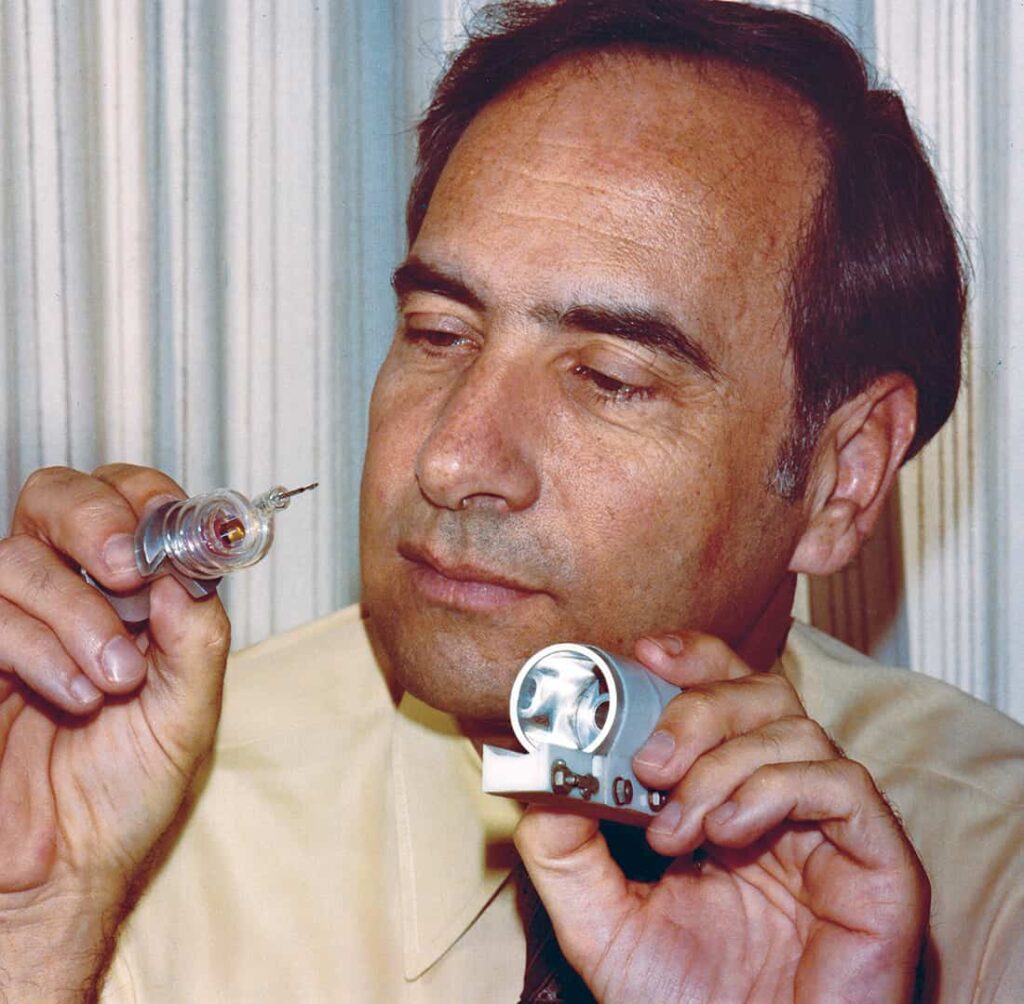
Actualmente, el desarrollo de nuevos láseres, las prestaciones y sus aplicaciones sigue creciendo. Por ejemplo, en los últimos años, los láseres verdes y azules están cobrando mucha importancia en la electro movilidad ya que sus longitudes de onda son más adecuadas para las soldaduras de elementos de cobre en comparación con otros láseres más habituales.
Láser verde para corte y soldadura de elementos de cobre. Fuente: Cvecek, Kaufamnn Blz 2021. https://www.wzl.rwth-aachen.de/go/id/telwe?lidx=1
Desde el 2020 CARTIF forma parte de PhotonHub Europe, una plataforma formada por más de 30 centros de referencia en fotónica de 15 países europeos en el que más de 500 expertos en fotónica ofrecen su apoyo a empresas (principalmente PYMES) para ayudarlas a mejorar sus procesos productivos y productos a través del uso de la fotónica. Para ello se han articulado hasta el año 2024 acciones formativas, de desarrollo de proyectos y de asesoramiento a nivel técnico y financiero. Por otro lado, para estar al tanto de lo que ocurre en el mundo de la fotónica os animamos a formar parte de la comunidad creada en PhotonHub Europe. En esta comunidad podéis estar al tanto de las actividades de la plataforma como de noticias y eventos relaciones con la fotónica.
En un mundo donde los seres humanos llevamos a cabo tareas que involucran la manipulación de objetos, como alzarlos, arrastrarlos o interactuar con ellos (por ejemplo, cuando usamos nuestros queridos móviles o nos comemos una manzana), estas acciones se ejecutan de manera inconsciente, de forma natural. Son nuestros sentidos los que nos permiten adaptar nuestras características físicas a las tareas de manera instintiva. En contraste, los robots actúan como pequeños aprendices de humanos, imitando nuestro comportamiento, ya que actualmente carecen de la misma consciencia e inteligencia.
Para abordar esta brecha, emergió la «Interacción Humano Robot» (HRI, por sus siglas en inglés), una disciplina que busca comprender, diseñar y evaluar la interacción entre robots y seres humanos. Este campo tuvo sus inicios en la década de los 90´s con un enfoque multidisciplinar, pero hoy en día su estudio está en constante evolución y ha dado lugar a importantes eventos1 donde se reúnen visionarios en la temática, que buscan impulsar esta tecnología, acercándonos cada vez más a un mundo donde la inteligencia artificial y los seres humanos se entiendan y colaboren transformando nuestro futuro cercano.
Es importante comprender que esta disciplina de la interacción humano robot no es una tarea sencilla, sino tremendamente desafiante, ya que requiere a su vez de la contribución de las ciencias cognitivas, la lingüística, la psicología, la ingeniería, las matemáticas, la informática y el diseño de los factores humanos, por lo que existen múltiples atributos involucrados, como son:
Nivel de autonomía: toma de decisiones de forma independiente.
Intercambio de información: fluidez y entendimiento entre las diferentes partes.
Diferentes tecnologías y equipos: mayor adaptación entre lenguajes y modelos.
Configuración de tareas: definición y ejecución de tareas de manera eficiente.
Aprendizaje cognitivo: habilidades para aprender y mejorar con el tiempo.
También en este caso toma especial importancia el tipo de interacción, que se define como, acción, relación o influencia recíproca entre dos o más personas, objetos, agentes, etc. y un factor clave es la distancia entre humano y robot, donde se puede denominar interacción a distancia, por ejemplo, robots móviles que se envían al espacio, o por el contrario una interacción de manera física, cuando el ser humano tiene contacto con el robot.
Niveles de interacción entre humano y robot de acuerdo a los estándares definidos en ISO8373//10218//15066. Fuente: V. Villani, et al., Survey on human–robot collaboration in industrial settings: Safety, intuitive interfaces and applications, Mechatronics 55 (2018) 248–266,http://dx.doi.org/10.1016/j.mechatronics.2018.02.009
Estos atributos son solo una muestra de las complejidades que involucran estos sistemas de interacción robótica, donde la colaboración interdisciplinaria es esencial para su evolución.
Desafíos de la interacción entre humanos y robots
En este momento los desafíos están relacionados con la naturaleza altamente desestructurada de los escenarios donde se utilizan los robots colaborativos, ya que es imposible para un desarrollador tecnológico estructurar todo el entorno del sistema. Entre los más importantes retos se encuentran aspectos relacionados con movilidad, comunicaciones, construcciones de mapas y la conciencia de la situación.
Entonces, ¿cuál es el siguiente paso en las interacciones humanos-robots? Algunos desafíos son: conseguir que hablen el mismo idioma, esto implica mejoras y simplificación de la comunicación, especialmente en el caso de personas no entrenadas tecnológicamente, no presuponer estas habilidades previas y que no necesiten complicados manuales de instrucciones; también descubrir nuevas formas de interacción, mediante lenguaje natural, en el caso de los robots de asistencia, especial cuidado por la proximidad y vulnerabilidad; en general mejorar las interfaces, hacerlas más ágiles y flexibles, para poder ser adaptadas de forma sencilla a diferentes escenarios y cambios de entorno.
Por otro lado, un desafío que cobra especial importancia en los últimos tiempos es tener en cuenta las necesidades emocionales, valores humanos y ética en las interacciones entre humanos y robots, como se destacó anteriormente en esta definición de HRI.
Definición HRI (Interacción Humano-Robot)
es la ciencia que estudia el comportamiento y las actitudes de las personas hacia los robots en relación con sus características físicas, tecnológicas e interactivas, con el objetivo de desarrollar robots que faciliten el surgimiento de interacciones humano-robot eficientes (de acuerdo con los requisitos originales de su área prevista de uso), pero también sean aceptables para las personas y satisfagan las necesidades sociales y emocionales de sus usuarios individuales, respetando al mismo tiempo los valores humanos (Dautenhahn, 2013).
Inspirados por este apasionante campo de trabajo, CARTIF, en colaboración con la Fundación FIWARE y otros socios punteros en Europa, comenzará en 2024 el proyecto europeo ARISE, que pretende conseguir tecnologías de código abierto en tiempo real, ágiles y centradas en el ser humano, que impulsen soluciones en interacción Humano-Robot HRI combinando tecnologías abiertas como ROS2, Vulcanexus y FIWARE. Y donde se pretenden resolver retos mediante financiación de experimentos que desarrollen soluciones HRI ágiles con interfaces cada vez más adaptables e intuitivas.
ARISE abordará muchos de los siguientes desafíos: (1) Aplicación de robótica colaborativa para desmontaje de productos de valor añadido, (2) Picking de productos complejos en almacenes industriales, (3) Colaboración robótica flexible para un ensamblado y control de calidad más eficiente, (4) Reprogramación inteligente asegurando la adaptabilidad para diferentes productos mediante interfaces intuitivas, (5) Tareas de búsqueda y transporte en entornos sanitarios, (6) Mejora de la interacción multimodal en torno a diferentes tareas funcionales, (7) Asistencia robótica en tareas flexibles de alta precisión y (8) mejora de la ergonomía y la eficiencia de los trabajadores, generando así un marco de trabajo multidisciplinar que tiene en cuenta aspectos tanto tecnológicos como sociales.
Además, el proyecto ARISE abre sus puertas a los expertos en robótica para que puedan colaborar con la resolución de los diversos desafíos, generando así nuevos componentes tecnológicos para la HRI Toolbox, como ROS4HRI. Este gran reto colaborativo tiene como objetivo facilitar a las empresas la creación ágil y sostenible de aplicaciones HRI en un futuro cercano.
1ACM/IEEE International Conference on Human-Robot Interaction, IEEE International Conference on Robotics and Automation (ICRA) y Robotics Systems and sciences
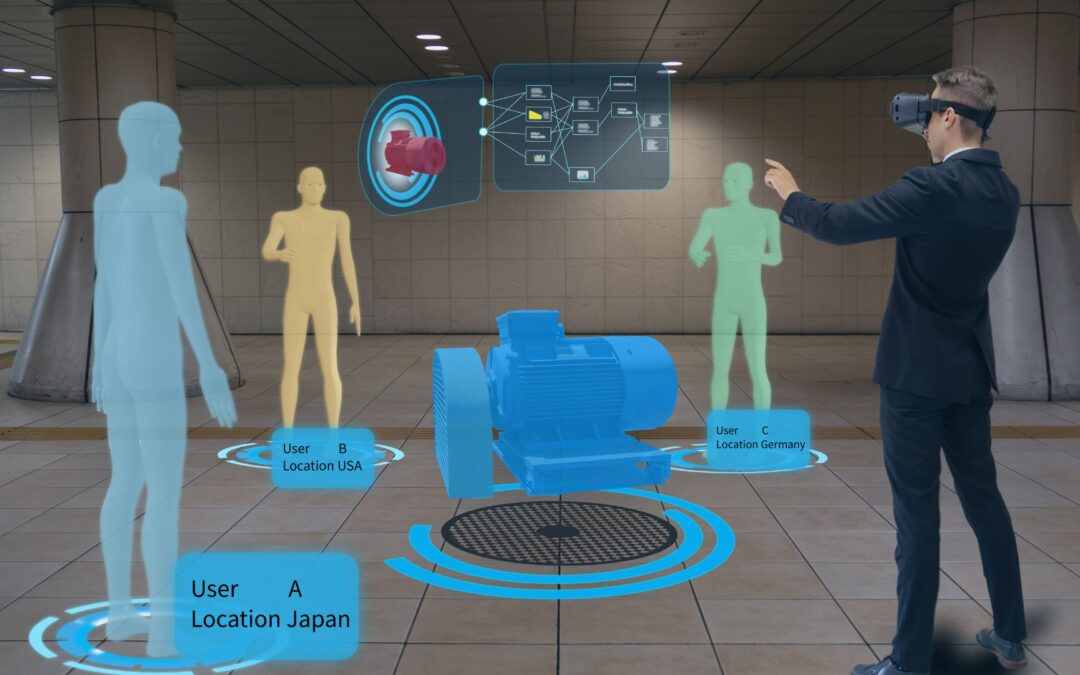
El gemelo digital se ha convertido en una de las principales tendencias o «modas» en relación con la digitalización. Prácticamente es un sinónimo de producto, algo que puedes adquirir como un bien más para una empresa. En CARTIF, creemos que el concepto de gemelo digital es un sinónimo del paradigma de la industria 4.0, un enfoque «revolucionario» que ha transformado la forma en que concebimos y gestionamos los procesos industriales.
El término «gemelo digital» fue acuñado porJohn Vickers de la NASA en 2010, pero su predecesor, el ciclo de vida de un producto, fue introducido por Michael Grieves en 2002. Esta filosofía se centraba en gestionar un producto a lo largo de su vida, desde su creación hasta su eliminación. En esencia, el producto físico genera datos que alimentan un espacio virtual, proporcionando información esencial para la toma de decisiones y la optimización del objeto físico.
Una definición de gemelo digital podría ser: «representación digital precisa y completa de objetos físicos, procesos o sistemas con datos en tiempo real y características físicas, comportamientos y relaciones«.
Una pregunta clave es ¿por qué necesitamos gemelos digitales? o ¿cuál es su utilidad? Estas representaciones digitales precisas y en tiempo real ofrecen una serie de ventajas:
Recopilación y análisis de datos para obtener información valiosa y generar conocimiento, lo que impulsa la eficiencia y la toma de decisiones informadas.
Simulación precisa y dinámica del comportamiento de objetos físicos, lo que posibilita pruebas y experimentos virtuales antes de implementar cambios, como inversiones costosas, en el mundo real.
Reducción de costos y riesgos minimizando estos últimos y acelerando la innovación den una amplia gama de sectores, desde la manufactura hasta la atención médica.
Actualización en tiempo real de forma constante a medida que se recopilan nuevos datos del objeto físico, lo que garantiza su validez a lo largo de su ciclo de vida.
Al igual que las revoluciones industriales anteriores, la industria 4.0 ha transformado la forma en que trabajamos. Esta cuarta revolución se centra en la interconexión de sistemas y procesos para lograr una mayor eficiencia en toda la cadena de valor. La fábrica ya no es una entidad aislada, sino un nodo en una red global de producción.
Para crear un gemelo digital efectivo, seguimos una receta sistemática de nueve pasos en CARTIF:
Definición del objetivo: identificamos el objeto físico, proceso o sistema que deseamos replicar y comprendemos claramente su propósito y objetivos.
Recopilación de datos: recolectamos todos los datos relevantes del objeto físico utilizando sensores IoT, registros históricos u otras fuentes de información.
Integración de datos: organizamos y combinamos los datos recopilados en un formato adecuado para su procesamiento y análisis.
Modelado y construcción: utilizamos diferentes tecnologías de simulación y modelado para crear una representación digital precisa del objeto físico.
Validación y calibración: verificamos y ajustamos el modelo del gemelo digital utilizando datos de referencia y pruebas comparativas con el objeto físico real.
Integración en tiempo real: establecemos una conexión en tiempo real entre el gemelo digital y los sensores IoT del objeto físico para recopilar datos en tiempo real.
Análisis y simulación: utilizamos el gemelo digital para realizar análisis, simulaciones y pruebas virtuales del objeto físico.
Visualización y acceso compartido: proporcionamos interfaces virtuales y herramientas de acceso compartido para que los usuarios interactúen con el gemelo digital.
Mantenimiento y actualización: mantenemos el gemelo digital actualizado mediante una recopilación de datos en tiempo real, la calibración periódica y la incorporación de mejoras y actualizaciones.
Así como las revoluciones industriales anteriores requerían tecnologías habilitadoras, la industria 4.0 necesita sus propios habilitadores digitales. Como hemos dicho al principio consideramos al gemelo digital una forma digitalizada del paradigma industria 4.0 porque los habilitadores digitales son fundamentales para la creación de gemelos digitales de forma eficaz. En CARTIF, hemos acumulado casi 30 años de experiencia aplicando estas tecnologías en diversos sectores, desde la industria hasta la salud.
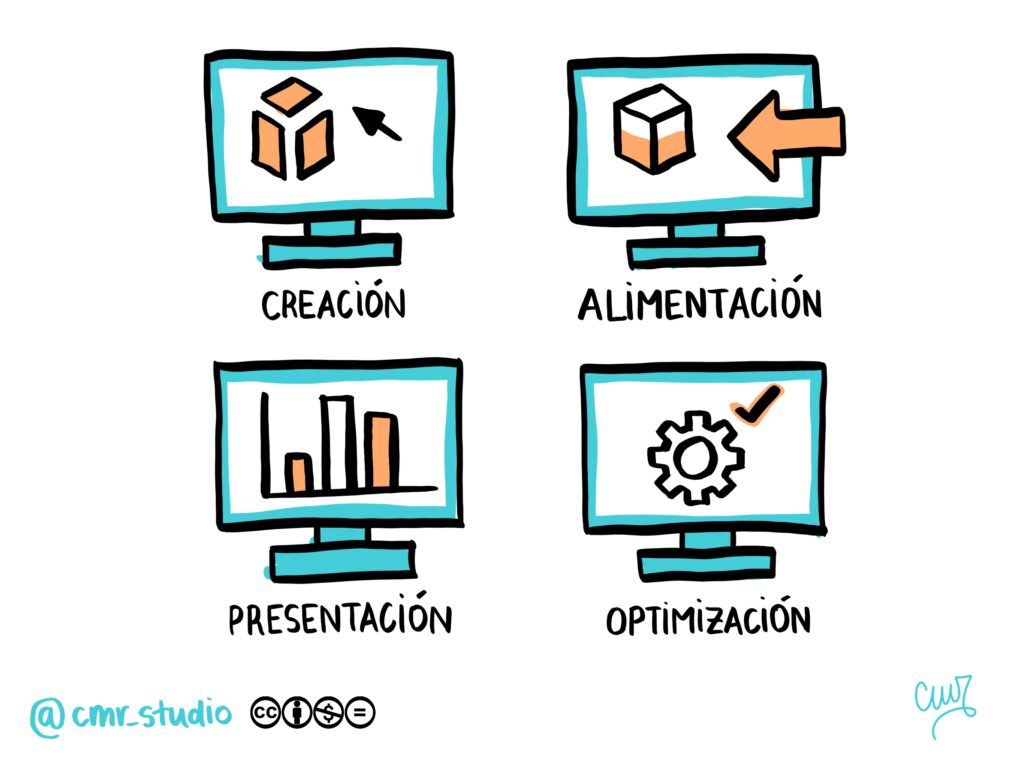
Las tecnologías habilitadores digitales se dividen en cuatro categorías principales:
Tecnologías de creación: estas tecnologías permiten la creación de gemelos digitales mediante ecuaciones físicas, datos, modelado 3D o eventos discretos.
Optimización: la optimización se logra a través de métodos como la programación lineal/no lineal, simulaciones, algoritmos de IA y enfoques heurísticos.
Presentación: la información generada puede presentarse a través de soluciones comerciales, herramientas de código abierto como Grafana o Apache Superset o incluso visualizaciones de realidad aumentada.
A pesar de los avances, el desafío de mantener los gemelos digitales actualizados sigue siendo un área de desarrollo. La actualización automática para reflejar la realidad es un objetivo que requiere una inversión significativa en investigación y desarrollo.
En resumen, los gemelos digitales son el corazón de la industria 4.0, impulsando la eficiencia y la toma de decisiones informadas. En CARTIF, estamos comprometidos a seguir liderando el camino en este emocionante campo, ayudando a diversas industrias a abrazar el futuro digital.
En el campo de la salud, se sabe que es mucho más efectivo prevenir enfermedades que tratarlas una vez que ya se han manifestado. De manera similar, se puede aplicar en el contexto de los datos industriales, su mantenimiento continuo y proactivo ayuda a evitar la necesidad de un extenso pre-tratamiento antes de utilizar técnicas avanzadas de analítica de datos para toma de decisiones y generación de conocimiento.
El pre-tratamiento de los datos implica realizar diversas tareas como: (1) limpieza de datos, (2) corrección de errores, (3) eliminación de valores atípicos y (4) la normalización de formatos, entre otros. Estas actividades son necesarias para asegurar la calidad y la coherencia de los datos antes de utilizarlos en análisis, toma de decisiones o aplicaciones específicas.
Fuente: Storyset en FreePik
Sin embargo, si se puede implementar un mantenimiento sólido de los datos desde el principio, se pueden prevenir muchas de estas irregularidades y errores. Al establecer procesos adecuados de ingreso de datos, aplicar validaciones y controles de calidad, y mantener registros actualizados, es posible reducir la cantidad de pre-tratamiento necesario posteriormente, identificando y abordando problemas potenciales antes de que se conviertan en obstáculos importantes. Esto incluye detección temprana de errores como datos inexactos, corrección de inconsistencias y actualización de información obsoleta. Es cierto que en la actualidad las empresas almacenan grandes cantidades de datos pero es importante destacar que no todos esos datos son necesariamente válidos o útiles, por ejemplo, para ser usados en un proyecto de inteligencia artificial. De hecho, muchas organizaciones se enfrentan al desafío de mantener y gestionar datos que carecen de relevancia o calidad. Esta gestión tiene como objetivo garantizar la integridad, calidad y disponibilidad de los datos a lo largo del tiempo.
Un mantenimiento eficiente de los datos es crucial para garantizar que éstos sean confiables, actualizados y precisos, pero ello implica una supervisión y gestión continuas por parte del personal de la empresa, asegurándose de que sigan siendo precisos, coherentes, completos y actualizados. Las actividades más comunes relacionadas con el mantenimiento de datos incluyen:
Monitoreo regular: Se realiza un seguimiento periódico de los datos para detectar posibles problemas, como errores, inconsistencias, pérdidas o valores atípicos. Esto puede implicar la revisión de informes, análisis de tendencias o la implementación de alertas automatizadas para detectar anomalías.
Actualización y corrección: Si se identifican errores o inconsistencias en los datos, el personal de mantenimiento se encargará de corregirlos y actualizarlos de manera adecuada. Esto puede implicar la revisión de registros, la verificación de fuentes externas o la comunicación con los responsables de la recopilación de datos.
Respaldo y recuperación: Se establecen procedimientos y sistemas para realizar copias de seguridad de los datos y garantizar su recuperación en caso de fallos o pérdidas. Esto puede incluir la implementación de políticas de respaldo regular y la realización de pruebas periódicas de recuperación de datos.
Gestión de accesos y seguridad: El personal de mantenimiento de datos se asegura de que los datos estén protegidos y solo sean accesibles por usuarios autorizados. Esto puede implicar la implementación de medidas de seguridad, como el control de accesos, el cifrado de datos o la supervisión de registros de auditoría.
Actualización de documentación y metadato: Se mantiene actualizada la documentación relacionada con los datos, incluyendo la descripción de los campos, la estructura de la base de datos y los metadatos asociados, Esto facilita la comprensión y utilización adecuada de los mismos por parte de los usuarios.
En resumen, el mantenimiento de datos implica: (1) supervisar regularmente, (2) corregir errores, (3) respaldar y (4) asegurar los datos para garantizar que estén en buen estado y sean confiables. Estas acciones son fundamentales para mantener la calidad y la seguridad de la información almacenada.
En CARTIF, nos enfrentamos a este tipo de problemas de diferentes proyectos relacionados con la optimización de procesos de fabricación para diferentes empresas e industrias. Somos conscientes de la cantidad de tiempo consumido en horas de personal debido a la problemática explicada, por lo que estamos trabajando en dotar de ciertos mecanismos automáticos que hagan la vida más fácil a los responsables del citado «mantenimiento de datos». Un ejemplo se encuentra en el proyecto s-X-AIPI centrado en el desarrollo de soluciones de IA con capacidades auto y que requieren una especial atención a la calidad de los datos empezando por la ingesta de éstos.
Co-autores
Mireya de Diego. Investigadora de la División de Sistemas Industriales y Digitales.
Aníbal Reñones. Director del área de Industria 4.0 de la División de Sistemas Industriales y Digitales.
En este post, me gustaría hablar de los dispositivos con capacidad de adquisición de imágenes en el rango espectral de los Terahercios, una tecnología emergente con un gran potencial de implantación en la industria, especialmente en el sector agroalimentario.
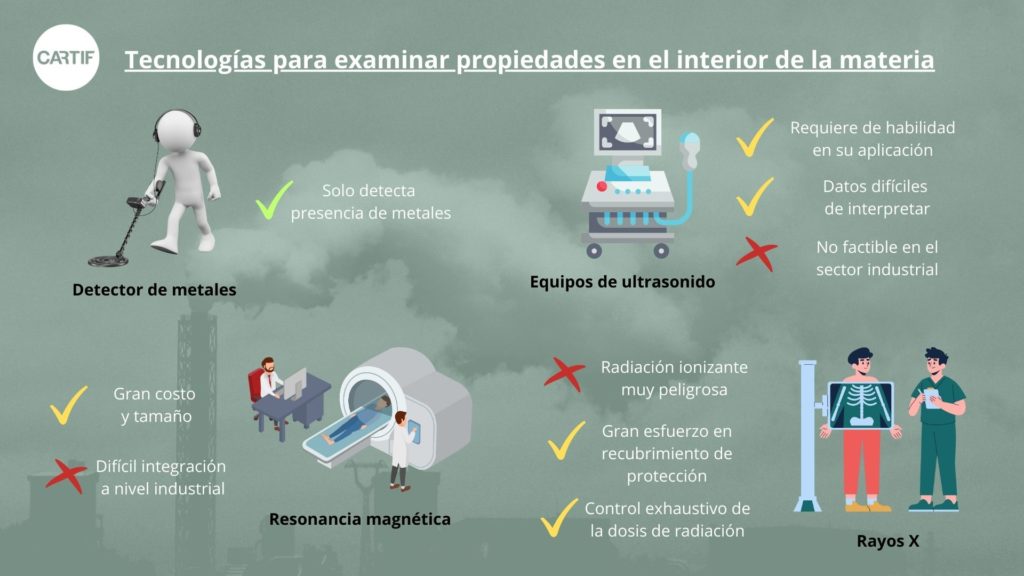
En la actualidad, los sistemas de visión artificial utilizados en la industria trabajan con diferentes rangos del espectro electromagnético, como la luz visible, infrarroja, ultravioleta, entre otros, que no son capaces de atravesar la materia. Por lo tanto, estas tecnologías solo pueden examinar las características de la superficie de un producto o envase, pero no pueden proporcionar información del interior.
Por el contrario, existen otras tecnologías que sí nos permiten examinar ciertas propiedades en el interior de la materia, como es el caso de los detectores de metales, la resonancia magnética, los ultrasonidos y los rayos X. Los detectores de metales solo tienen capacidad para detectar la presencia de metales. Los equipos de resonancia magnética tienen un alto costo y son de gran tamaño, utilizados básicamente en medicina, siendo prácticamente inviable su integración a nivel industrial. Los equipos de ultrasonido requieren contacto, cierta habilidad en su aplicación y son difíciles de interpretar, por lo que no es factible en el sector industrial. Finalmente, los rayos X son una radiación ionizante muy peligrosa, la cual implica un gran esfuerzo en recubrimientos de protección y un control exhaustivo de la dosis de radiación. Aunque pueden atravesar la materia, los rayos X solo pueden proporcionar información sobre las diferentes partes de un producto que absorben en este rango del espectro electromagnético.
Desde este punto de vista, nos encontramos ante un reto muy importante; investigar en el potencial de nuevas tecnologías con capacidad de inspeccionar, sin peligro y sin contacto, el interior de productos y envases, obteniendo información relevante de las características internas, como pueden ser la calidad, el estado, la presencia o ausencia de elementos en su interior, la homogeneidad, etc.
Estudiando las opciones, la solución puede estar en potenciar la integración en la industria de nuevas tecnologías que trabajen en rangos espectrales no-ionizantes con capacidad de penetrar la materia, como es el caso del rango espectral del terahercio/microondas cercano.
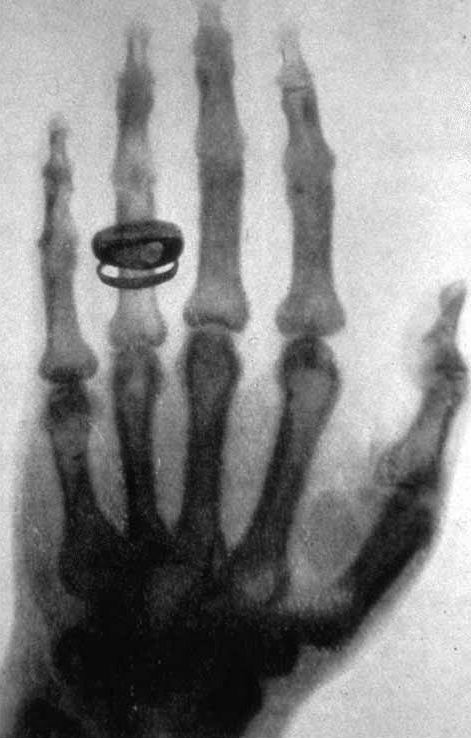
Primera radiografía de la historia. La mano de la mujer de Röngten
En 1985, el profesor Röntgen tomó la primera imagen radiológica en la historia, la mano de su mujer, han pasado 127 años y aún se sigue investigando. En 1995, se captó la primera imagen en el rango del Terahercio, por lo que solo han pasado 27 años desde entonces. Esto muestra el grado de madurez de la tecnología de Terahercios, aún en sus primeras fases de investigación. Esta radiación no es nueva, sabemos que está ahí, pero a día de hoy es muy difícil generarla y detectarla. Los principales trabajos de investigación se han centrado en mejorar la forma de emitir y captar esta radiación de una forma coherente, a partir de equipos desarrollados en el laboratorio.
En los últimos años las cosas han cambiado, se han obtenido nuevos sensores ópticos y nuevas fuentes de terahercios con una capacidad de industrialización muy alta, lo que abre las puertas de la industria a esta tecnología. Ahora queda una labor muy importante de investigación para ver los alcances de esta tecnología en los diferentes ámbitos de la industria.
Desde CARTIF se está apostando por esta tecnología y en la actualidad se trabaja en el desarrollo del proyecto de investigación industrial AGROVIS, «Computación VIsual inteligente para productos/procesos del sector AGROalimentario», un proyecto financiado por la Junta de Castilla y León, enmarcado en el campo de la visión por computador (habilitador digital de la industria 4.0) asociada al sector agroalimentario, donde uno de los principales objetivos es explorar las distintas posibilidades para inspeccionar automáticamente el interior de productos agroalimentarios de forma segura.
Elicitar (del latín elicitus, «inducido» y elicere, «atrapar») es un término usado en psicología asociado al traspaso de información de forma fluida de un ser humano a otro por medio del lenguaje.
La elicitación del conocimiento aplicado en la industria es un proceso mediante el cual se recoge y registra información y conocimiento valioso de expertos o personas con experiencia en una determinada área en la organización. Es una técnica utilizada para identificar, extraer y documentar el conocimiento tácito (implícito) que se encuentra en la mente de los individuos o en los procesos organizacionales. Es una forma de recopilar y registrar el conocimiento existente y no disponible en la documentación formal, utilizado en diferentes ámbitos como la gestión del conocimiento, la ingeniería, o en el ámbito de negocios, entre otros. La elicitación de conocimiento puede usarse dentro del ámbito de la ingeniería para optimizar procesos industriales, crear sistemas expertos, para aplicaciones basadas en IA, etc.
Por ejemplo, si fuera tecnológicamente posible tener acceso a la mente de los trabajadores como plantean en la serie de ficción Severance (en español Separación) donde una siniestra corporación de biotecnología, Lumon Industries, utiliza un procedimiento médico de separación de recuerdos laborales de los no laborales, este conocimiento podría quedar registrado y disponible para ser utilizado, pero también está claro que esta premisa plantearía preocupaciones éticas y legales importantes en este momento de la historia, no sabemos en un futuro cercano.
El objetivo de la elicitación es obtener información precisa y relevante para ayudar en la toma de decisiones, mejorar la eficiencia y apoyar la capacitación y el desarrollo. Con esta información se elaboran unas reglas óptimas de actuación de los expertos que sirven de entrada principal para los controles que pueden ser programados en un proceso productivo.
La elicitación del conocimiento es importante por varias razones. En primer lugar (1), permite a las organizaciones documentar el conocimiento existente de los expertos en un área específica. Esto puede ayudar a evitar la re-invención de la rueda y mejorar la eficiencia en la toma de decisiones. En segundo lugar (2), la elicitación del conocimiento también puede ayudar a identificar las brechas en el conocimiento de una organización, lo que permite a las mismas tomar medidas de antemano. En tercer lugar (3), este proceso de elicitación puede ayudar a fomentar la colaboración y el intercambio de conocimientos entre los empleados de una organización.
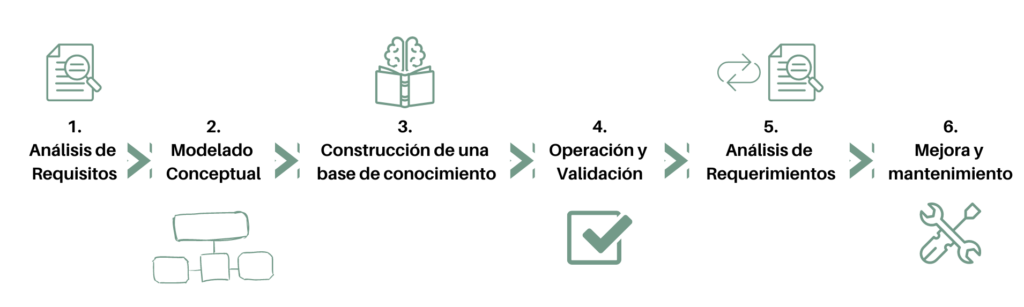
La metodología para elicitación del conocimiento requiere una serie de pasos a seguir:
Análisis de requisitos: identificar el enfoque de los sistemas basados en conocimiento.
Modelado conceptual: creación de una base de terminología utilizada, definición de interrelaciones y restricciones.
Construcción de una base de conocimiento: reglas, hechos, casos o restricciones.
Operación y validación: Operar usando mecanismos de razonamiento automatizado.
Regresar al análisis de requerimientos si es necesario o continuar en el proceso.
Mejora y mantenimiento: ampliando conocimiento el sistema evoluciona, repetir a lo largo de la vida del sistema.
Posteriormente, es necesario realizar un análisis del conocimiento recogido, determinar que información es relevante y cual no lo es tanto, para que el resultado sea conocimiento de alta calidad. Un punto crítico de la elicitación es la disponibilidad de los expertos en el dominio involucrado, su contribución debería estar disponible a través de todas las etapas del proceso para garantizar buenos resultados.
Para un desarrollo correcto del proceso de elicitación es necesario contar con los siguientes elementos:
Expertos
Los expertos en el proceso pueden tener diferentes puntos de vista de un mismo asunto, debido a su experiencia, conocimientos e incluso aspectos más subjetivos como mentalidad, manera de enfocar las dificultades, retos, etc. Se debe considerar expertos especialistas en diferentes etapas, en diferentes infraestructuras, equipos, productos, etc.
Las barreras que pueden aparecer en este tipo de intercambio de información es que suelen contener ideas complejas y asociaciones, difíciles de comunicar de una manera sencilla, con detalle y organización, el uso del mismo lenguaje, como conceptos o vocabulario específico.
Las herramientas para la elicitación del conocimiento ayudan a los usuarios o expertos, a documentar sus propias necesidades al operar los procesos productivos mediante entrevistas presenciales u online, reuniones en grupo, estudios in situ, etc.
Entrevistas
Para adquirir conocimiento experto la mejor técnica es llevar a cabo una serie de entrevistas personales. Algunos de los inconvenientes de llevarlas a cabo son: la distancia, el tiempo requerido y el personal necesario para involucrar en este proceso. Por lo que los cuestionarios en papel u online, pueden ser una opción válida, que ahorra tiempo y costes y se facilita que estén presentes en le cuestionario todas las secciones, facilitando la comparativa y la evaluación de los resultados.
Las características para un buen diseño del cuestionario implican: (1) determinar la información relevante, (2) una buena estructuración con diferentes secciones ordenadas por temáticas, (3) ordenar cuestiones de más general a más en detalle en cada sección, focalizando en la idea de esa sección, con ello se evita la introducción de sesgos, malentendidos o errores, (4) realizar el diseño con un experto de dominio para asegurar que las cuestiones son suficientemente comprensibles para facilitar la respuesta.
Resultados
Los resultados esperados son las acciones a realizar por los operadoresde las líneas cuando se producen desviaciones de los parámetros. Estas respuestas junto con la información recogida se transforman en reglas óptimas necesarias para programar controles automáticos sobre el proceso, y donde estas reglas son el elemento principal. La obtención de las reglas no es una tarea fácil, se recomienda un proceso iterativo y heurístico en varias fases. Para la validación es necesaria una comparativa de la información recogida en la base de datos con las respuestas de los operadores para verificar las acciones cuando se producen las desviaciones de los parámetros de los valores deseados.
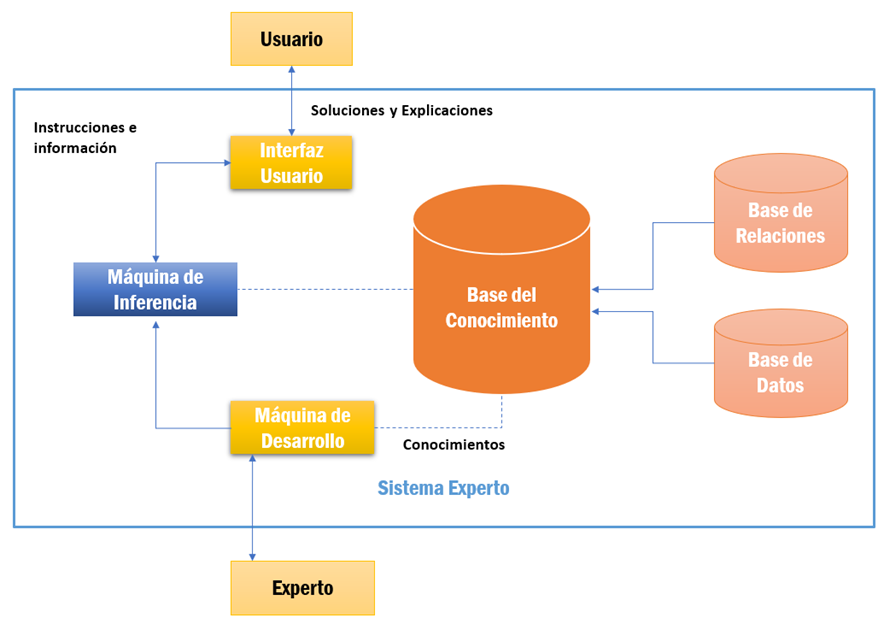
Se puede ver en la siguiente imagen de un sistema experto como estas reglas óptimas o también denominadas reglas if-then forman parte de la base de conocimiento, en concreto de la base de relaciones, que es la parte de un sistema experto que contiene el conocimiento sobre el dominio. En un primer paso, se obtiene el conocimiento del experto y posteriormente se codifica en la base de relaciones como reglas if-then.
Finalmente es cuando se puede utilizar lógica difusa o borrosa para el diseño e implementación de un sistema experto, es la lógica que utiliza expresiones que no son ni totalmente ciertas ni falsas, permite tratar información imprecisa como estatura media o temperatura baja, en términos de conjuntos denominados «borrosos» que se combinan en reglas para definir acciones: p.e. «si la temperatura es alta entonces enfriar mucho». Este tipo de lógica es necesaria si se quiere aproximar mejor a la forma de pensar de un experto, cuyo razonamiento no se basa en valores verdadero y falso típico de la lógica clásica, sino que requiere un manejo amplio de ambigüedades e incertidumbres propias de la psicología humana.
Actualmente en CARTIF la elicitación de conocimiento experto se está utilizando en el proyecto INTELIFER, cuyo principal objetivo es la optimización del proceso y los productos de una línea de fabricación de fertilizantes granulados NPK con apoyo de la inteligencia artificial.
La operación óptima de este tipo de plantas de fertilizantes granulados depende en un alto porcentaje de la habilidad de operadores expertos, pero que, a pesar de sus destrezas y habilidades, no pueden evitar las altas tasas de reciclo, frecuentes inestabilidades y paradas no deseadas, debido principalmente a la naturaleza extremadamente compleja del proceso de granulación siendo un proceso no lineal, acoplado, estocástico, multietapa, multiproducto, multivariable,etc. Por lo que la situación anteriormente expuesta ha supuesto la base científica para la definición del presente proyecto, siendo necesario el desarrollo de actividades de I+D en las cuales, mediante la aplicación de la filosofía de la inteligencia artificial junto con un mayor grado de sensorización y digitalización, se consiga optimizar este tipo de procesos de fabricación.