

Cualquier planta de procesamiento – continua, por lotes, híbrida – puede mejorar sus indicadores económicos, de seguridad y ambientales por dos vías: mejorando sus equipos de procesamiento o mejorando el control de esos equipos.
La mejora de los equipos de procesamiento es, usualmente, una tarea que requiere grandes inversiones, pues casi siempre implica la adquisición de nuevos equipos de procesamiento o, en el mejor de los casos, realizar costosas remodelaciones.
Por el contrario, esos indicadores de desempeño pueden ser sustancialmente mejorados por la vía del control sin hacer, en la mayoría de los casos, ninguna inversión en nuevos medios técnicos de instrumentación y control. Esto es debido a que prácticamente en todos los casos existe un amplio margen para mejorar los indicadores del desempeño de una planta de procesamiento por la vía de su control/regulación.
El origen de este margen de mejora es múltiple. Las causas más comunes son: el sistema de control no está bien diseñado o sintonizado; por desconocimiento o premuras no se aprovechan todas las prestaciones del sistema de control disponible; el programador del autómata o el ingeniero de proceso no son expertos en control; no se conocen con la profundidad requerida las dinámicas de los procesos bajo regulación automática; el diseño de la planta no ha sido realizado bajo el enfoque del diseño integrado.
Son también diversas y numerosas las actuaciones que pueden ejecutarse para mejorar las prestaciones de los lazos de regulación sin inversión alguna y que revisaremos en próximos post, tales como: afinar la sintonía de los controladores, rediseñar el controlador, implementar compensaciones anticipatorias de las perturbaciones ya medidas, afinando la sintonía de los lazos de regulación en cascada, rediseñando o resintonizando los controladores de nivel de los depósitos amortiguadores o de compensación intermedios si fuera necesario, utilizando un algoritmo de regulación avanzado disponible o soportable por el instrumento controlador, reduciendo el acoplamiento entre lazos, haciendo un montaje mejor de la sonda de medición, etc.
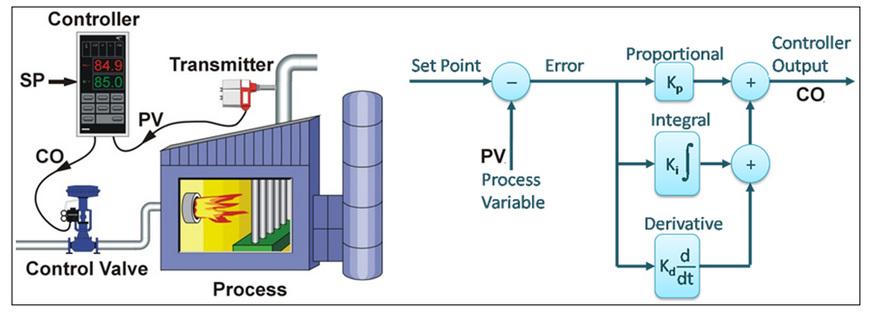
En su inmensa mayoría, las plantas de procesamiento están automatizadas bajo estructuras de control (lazo de control básico, control en cascada, control de rango dividido, control selectivo, lazos acoplados, etc.) basadas en el controlador universal PID, en todas sus particularizaciones (P, PI, PD, PID, PI_D, etc.).
A pesar de su longevidad y del desarrollo de múltiples técnicas de control avanzado, el control PID mantiene una abrumadora presencia en la industria de proceso.
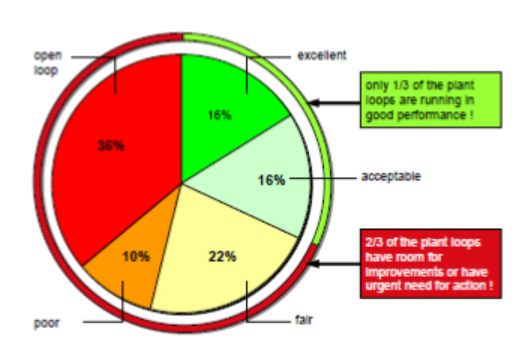
Su uso extensivo en la industria es tal que, todas las encuestas que conozco concluyen de forma unánime en que más del 95% de los lazos de control existentes son del tipo PID. Sin embargo, también numerosas encuestas concluyen que un alto porcentaje de los lazos con control PID en el mundo son operados en modo manual, mientras que otro porcentaje similar opera defectuosamente. Por ejemplo, como se muestra en la siguiente figura, en la que se reporta que solo el 16 % de los lazos de regulación PID están óptimamente sintonizados y su desempeño es, por tanto, excelente.
No hay duda de que, en la mayoría de los casos, la incorrecta o deficiente sintonización del controlador puede ser la causa del pobre desempeño del lazo de control o de sus irregularidades en la operación.
Sin embargo, no debe olvidarse que los sistemas de regulación automáticos son sistemas holísticos, y como tales deben ser analizados en su conjunto y no solo a través de las partes que los componen. Por eso es necesario revisar los otros componentes del lazo antes de decidir qué actuación se debe ejercer sobre dicho lazo.
De aquí que el procedimiento de actuación en todos los casos, deba comenzar con una revisión en campo de todos los componentes del lazo (controlador, proceso, actuador, medidor y canales de comunicaciones), así como un análisis de la posibilidad de acoplamientos con otros lazos del proceso.
Del resultado de esta primera fase se determinará qué actuación concreta corresponde realizar para solucionar el mal desempeño del lazo de regulación automática.
CARTIF ofrece este servicio de optimización del desempeño de los sistemas de regulación para una planta de procesamiento. La optimización reduce las oscilaciones y la variabilidad de la planta de producción, haciendo más exacto, rápido, estable y seguro al sistema de regulación, y de este modo mejorar su eficiencia, seguridad, impacto ambiental y rentabilidad.
En próximas entradas iré describiendo el procedimiento de ejecución para cada una de las actuaciones posibles, comenzando por la más simple, la resintonía del controlador.

- ¿Estamos preparados para el autoconsumo eléctrico? - 18 enero 2018
- ¿Cómo mejorar tu planta de procesamiento sin grandes inversiones? - 27 diciembre 2017
- ¿Ya es hora del despegue del autoconsumo eléctrico? - 16 mayo 2017