Con este post me gustaría tratar de mostrar un ejemplo muy claro de cómo el empleo inteligente de un sistema de visión artificial adecuado puede resolver un problema importante en una línea de producción a un precio razonable.
La carrocería de nuestro vehículo está formada por multitud de piezas metálicas, cada una de ellas con su propio requerimiento. La industria de la automoción fabrica estas piezas mediante un proceso de conformado de chapas laminadas denominado embutición. En este proceso se coloca una chapa metálica sobre una matriz, se fija esta con un pisador y, posteriormente, un punzón empuja la chapa hacia la matriz generando la cavidad deseada.
En función de la temperatura de la chapa, se definen dos tipos de embutición: en frío y en caliente. A continuación, nos centraremos en la embutición en caliente, que se aplica principalmente en elementos de alto requerimiento estructural, como refuerzos, pilares, etc.
En este proceso, la chapa se calienta por encima de la temperatura de austenización, obteniendo una alta ductilidad y a continuación se realiza un enfriamiento rápido para lograr el endurecimiento martensítico de la chapa. Las piezas así obtenidas alcanzan una alta resistencia, se consiguen formas complejas y se reducen los efectos de springback. Esto permite, entre otras cosas, mejorar la seguridad pasiva de nuestros coches y reducir su peso.
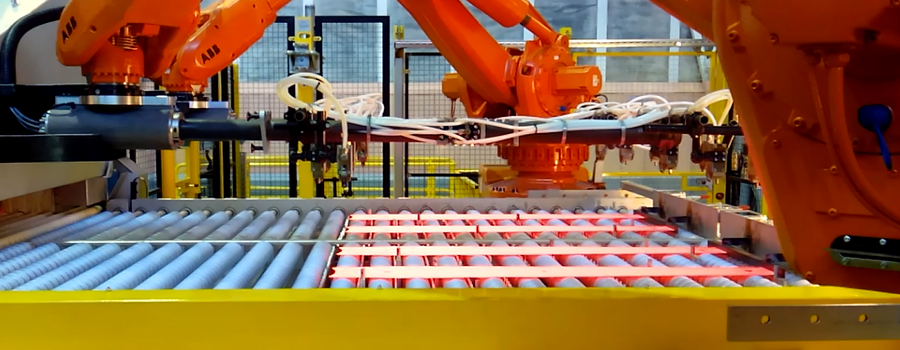
En este proceso de fabricación, las chapas salen del horno a gran velocidad, a una temperatura en torno a unos 900 -950 ºC, y se detienen bruscamente en una posición fija. Posteriormente, un robot las recoge para introducirlas en la prensa lo más rápido posible, con el fin de evitar su enfriamiento antes del golpe de prensa.
El problema surge por la dificultad para garantizar una posición fija con paradores mecánicos. Esto es debido, entre otras cosas, a la velocidad de la línea, a la gran variedad de referencias, a las altas temperaturas de las chapas (se enfrían muy rápidamente en el punto donde existe un contacto), a las características internas del horno (puede llegar a medir 30 m), etc.
Una posición incorrecta supone que el robot falle en la recogida de la chapa o, lo que es peor, que la coja mal y la coloque incorrectamente en la prensa, produciendo un golpe de prensa erróneo y la parada de la línea, unida a un deterioro de los útiles.

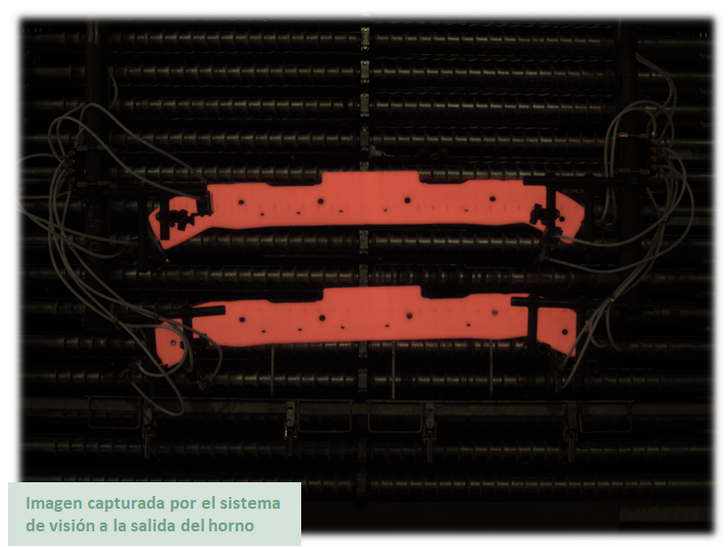
En este caso, la visión artificial se presenta como la mejor elección para indicar al robot si la posición real de la chapa es la correcta. La tarea más importante del sistema de visión será segmentar correctamente la chapa en la imagen con el fin de determinar de forma precisa la posición de la misma.
A priori, dada la intensa radiación infrarroja que emiten las chapas debido a su alta temperatura, parece que la alternativa más fácil para conseguir esta tarea es emplear cámaras industriales infrarrojas. Esta solución presenta dos problemas: el elevado coste de estos equipos y la baja resolución de los sensores infrarrojos.
La zona de trabajo en la que se posicionan las chapas es muy amplia, no solo por el tamaño de las piezas, sino también porque en muchos casos se trabaja por lotes, llegando a manipular simultáneamente hasta cuatro unidades. Dada la baja resolución de estos sensores, es necesario emplear varias cámaras para aumentar la precisión con la que se define la posición de la pieza.
En CARTIF estamos desarrollando soluciones más económicas, empleando cámaras industriales dentro del espectro electromagnético del visible con una mayor sensibilidad en el rango del infrarrojo. La resolución de estas cámaras es bastante mayor que la de las cámaras infrarrojas, lo que permite así aumentar la precisión de las medidas.
Esto ha permitido a empresas como Renault obtener un sistema robusto y configurable que evita las paradas indeseables de la línea y alarga la vida útil de sus herramientas, lo que conlleva una mejora considerable en la línea de producción.

.
- Tecnologías Terahercios en la industria - 31 March 2023
- Soluciones robustas con ideas sencillas - 26 August 2022
- Hardware y software ‘easy-to-use’ - 9 March 2018